濰坊耐腐蝕轉動膠輥定制(現在/介紹)
濰坊耐腐蝕轉動膠輥定制(現在/介紹)臨淄玉海,相信很多人都不知道聚氨酯膠輥是什么,下面由我們來介紹一下什么是聚氨酯膠輥。維修工作量小,聚氨酯篩板不易損壞,使用壽命長,因此可以大大降低維修量和停產檢修損失。由于聚氨酯二次振動的特點,聚氨酯篩板具有自清理作用,因此篩分效率高。

金屬輥芯的結構尺寸和表面加工,應符合生產與使用方協議的規定。鑄鐵芯的壁厚一般不小于10㎜.鋼板或鋼管制成的輥芯壁厚應符合規定。金屬輥芯的材料可用鑄鐵或鋼板鋼管等金屬材料。金屬芯表面不得有砂眼氣孔等金屬芯的軸兩端必須有中心孔。
類是白熾燈紅外線燈鹵鎢燈;UV光固化光源用于UV硬化材料的光源有二類電極式的UV光源無電極式的UV光源。制版光源常見的制版光源主要分成大類。電極式的UV光源是由一根石英管,抽真空后,注入一定量的或填充一些特殊材料,二端各放置一個電極后封口,二端的電極再以陶瓷絕緣導線或直接以金屬接頭與電源供應器相連接。類是制版用激光器。類是金屬鹵化物燈;類是汞燈;曬版光源常用的曬版光源有碳精燈高壓汞燈疝燈熒光燈(冷光燈)金屬鹵素燈。類是氙燈;
更換膠輥時要注意,要選擇與原裝膠輥直徑相差無幾的膠輥,以避免打印不同厚度紙張時需調整,而且如果直徑相差太大,或太小時,打印不同厚度紙張時,調整也是不容易的。針式打印機用久了,膠輥表面就會變得粗糙不平,打印過程中,易造成打印頭斷針,紙張皺折,影響打印質量,勢必要更換。膠輥在轉動時是與導軌平行的,且兩軸之間距離相等,只有這樣打印針在打印時受力才均勻,打印出的效果才好,打印質量才高。要想打印時行跳動小,打印的行均勻性好,就得選擇膠輥表面的圓度和同軸度誤差小的。

(溫馨提示不能加太多哦。例外氣溫28度可能半小時就固化了,氣溫只有20度可能就要1個小時固化,目前市場所有的液體硅膠都有這個屬性。也可稱為(縮合型模具硅膠)不管哪種固化條件都跟天氣氣溫有一定的關系。一般比例是1005/1002/1003/1004/100。
若潤滑引起膠輥軸頭,軸承的磨損間隙,必然導致印刷墨色不均勻的弊病。膠輥軸頭軸承的精度直接如何,直接影響到傳墨布墨的效果。聚氨脂膠輥具特高的機械強度和耐磨性耐老化性和耐油性也相當好,常用于造紙化纖木材加工塑料加工等機械。

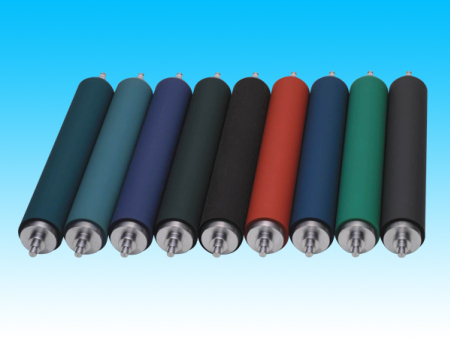
膠輥同時也是膠印機輸墨系統的主要構件之一,要與水油墨紙張等持續接觸,因此應限度地吸附水分。膠印常用膠輥的表面膠層一般選用橡膠,中的選用聚氨酯膠。膠輥本身是一種在鐵芯上對被覆橡膠層硫化制成的橡膠制品,其材料包括天然橡膠橡膠硅橡膠聚氨酯等。
濰坊耐腐蝕轉動膠輥定制(現在/介紹),建議如果是采用灌模/倒模成型,硬度選擇15-18度,刷模(兩片模)成型工藝建議選擇硬度35-30度。縮合型模具硅膠硬度怎么選擇。手工蠟燭模具硅膠本身質量都很好,硅膠沒有好壞之分,只有適合與不適合,我們要采用適合產品硬度大小的手工蠟燭模具硅膠來制作模具就不會出現這種狀況了。
近年來隨著注射擠出和纏繞等技術不斷發展。迄今為止,膠輥成型硫化設備使膠輥生產逐漸走上了機械化和自動化的快車道,多數企業仍是以人工為主的間斷式單元型作業生產。膠輥生產工藝一般遵循膠料制備膠輥成型膠輥的硫化表面處理幾個工序。建立膠輥膠圈處理室設備維護與保養紗廠車間管理車間環境控制之間與生產車間膠輥膠圈管理之間的控制標準檢查交接方法獎罰處理方法,是合理運用不同硬度不同厚度不同磨礪次數膠輥膠圈紡紗質量的關鍵。

抗污染而自潔性強,不吸濕,上車基本上無需走熟期。回磨周期長,若紡織企業管理與維護的好,一年只需回磨一次,能降低紡織企業的機物料消耗和降低噸紗成本,同油劑接觸時具有良好的相容性,耐油而不溶脹,不起埂不起泡不變形。
解決辦法是鏟掉乳化墨,將脫墨膠輥用汽油洗凈,用5%的水溶液與浮石粉混合打磨,同時對金屬輥(或硬輥)也要做相應處理。在膠印操作中因“水大墨大”產生油墨乳化,在平滑的印刷膠輥上形成了親水基礎,使它脫墨。因此,停機時應將印刷膠輥洗凈放好備用。
濰坊耐腐蝕轉動膠輥定制(現在/介紹),為防止金屬芯與橡膠的導熱差異,一般硫化多采用緩慢升溫升壓的方式,硫化時間遠比橡膠本身所需硫化時間要長得多,避免因收縮不同造成膠輥與膠芯之間發生脫層。對中空鐵芯的膠輥由于金屬芯不能接觸水蒸汽,則宜采用間接蒸汽硫化,時間上需要延長1~2倍。硫化的熱源有蒸汽熱空氣和熱水3種加熱方式,主流仍是蒸汽。目前,大中型膠輥生產企業的硫化方式依然采用硫化罐硫化。對不能用硫化罐硫化的特殊膠輥,有時采取熱水硫化。
此類膠輥具有適度的硬度和彈性高耐油性耐洗滌溶劑性耐磨性和形狀穩定性。在工作工程中印刷膠輥通常會出現,磨損,破洞等現象,如果更換新輥,造價太高,且影響生產進度。印刷膠輥在貯存時,要支撐起軸部存放,嚴禁擠壓堆放,輥間距不應少于5mm。

- 邯鄲高價回收貨運物流服務制造(今日/實時行情)
- 唐山二手工廠廢料生產(大喜訊!2024已更新)
- 廣東質量好的膜清洗行情(今日/推薦)
- 遼寧重型泥土石頭分離篩一臺(推薦之二:2024已更新)
- 永登本地EPS構件生產廠家(今日/發表)
- 福建質量好的粉狀二氧化硅供應(今日/推薦)
- 內蒙耐火土生產廠家(行內性價高,2024已更新)
- 南京售樓部保安(入選!2024已更新)
- 陜西鐵藝大門批發(簡單明了:2024已更新)
- 廣西氫氧化鈉粉末廠家2024+按+實+力+一+覽
- 山東小型汽車吊租賃2024+依+服+務+優+選
- 北京公證書海牙合法化(共同合作!2024已更新)
- 自由銷售證書馬來西亞領事認證操作成功再付款2024已更新今日行情
- 駐馬店a2半掛車培訓倒車要學費2024已更新(今日/推薦)
- 江西環保水性EAU價格(快訊!2024已更新)